From dye bath to dryer — measure what matters.
Inline conductivity, pH and colour sensors built for the real conditions of textile wet processing. 140 °C. Aggressive chemistry. Foam and particles. Zero calibration downtime.
Dyeing, blind.
Bath conditions shift constantly through the cycle — salt, pH, temperature, dye concentration all change by the minute. Without inline measurement, operators compensate with experience, manual grab samples, and safety margins that cost water, chemicals, and batches.
Off-shade batches and re-dyeing.
A single off-shade batch means extra energy, chemicals, machine time, and effluent load. Across a year it's one of the largest hidden costs in the dyehouse.
Manual sampling lag.
Grab samples carry a 5–60 minute lag, introduce human error, and are unsafe at full bath temperature. By the time the result is back, the window to correct has closed.
Over-dosing and wasted rinses.
Without real-time data on salt concentration and residual dye, operators over-dose to be safe and run extra wash cycles to be sure — wasting thousands of litres of water per machine, per year.
Three parameters. One sensor kit. Continuous, inline, at full bath temperature.
ELiAR's textile sensor kit measures the three parameters that actually govern dyeing accuracy — conductivity, pH, and colour — directly in the dye liquor, at up to 140 °C, without sampling and without calibration drift. Pair any two or all three, then tie them into your dyeing automation via 4–20 mA or IO-Link.
Know exactly how much salt is in the bath.
Direct g/L and Baumé readout for NaCl, Na₂SO₄, and NaOH. Inductive principle — no electrode to foul, scale, or be coated by dye.
0.1–200 mS/cm (dye bath) or up to 500 mS/cm (salt refinement).
Control dye-fibre reactivity in real time.
Full 0–14 pH range — covers both alkaline reactive dyeing and acidic dyeing on wool and polyamide. High-temp probe rated to 140 °C.
Wireless calibration via Bluetooth and the EliarSmart App.
See the exhaustion curve as it happens.
Inline 6-wavelength visible-spectrum absorbance (400–700 nm). Tracks dye uptake, flags anomalies, and detects exhaustion endpoint — so you stop the cycle when dyeing is truly complete.
Launching 2026. Join the notify list for early access.
Built for textile wet processing.
Three sensor families, pre-configured for textile dyehouse conditions — 140 °C, aggressive chemistry, inductive / wireless / inline.
ICT200 - Process
ICT200 - Chemical
PMT140 - Single-channe;
SAT210 - Advanced
Applications across the process chain.
Beyond the dye bath itself, the ICT200 handles chemistry throughout the textile wet-processing chain. The same platform covers multiple process points.
| Process point | Primary sensor(s) | What you measure, and why |
|---|---|---|
| 🎨 Dye bath | ICT200 PMT140 SAT210 |
Salt concentration (g/L, Baumé), alkaline/acid bath pH, and dye exhaustion curve — the three variables that decide whether the batch is right-first-time. |
| 🧂 Salt refinement / brine preparation | ICT200 (500 mS/cm) |
Prepare liquid salt at the target Baumé value; verify brine-tank concentration before dosing. |
| ⚗️ Continuous troughs — scouring, mercerising, causticizing | ICT200 (500 mS/cm) |
Verify NaOH or chemical concentration at full process temperature. Tighten closed-loop dosing. |
| 🧪 Stock-solution tanks | ICT200 |
Verify chemical concentration before dosing into production machines. |
| 💧 Wash / rinse baths | SAT210 |
Monitor residual dye in wash liquor; stop rinsing when the bath is truly clean — reduce water and energy per batch. |
Reliable measurement starts with the right mounting.
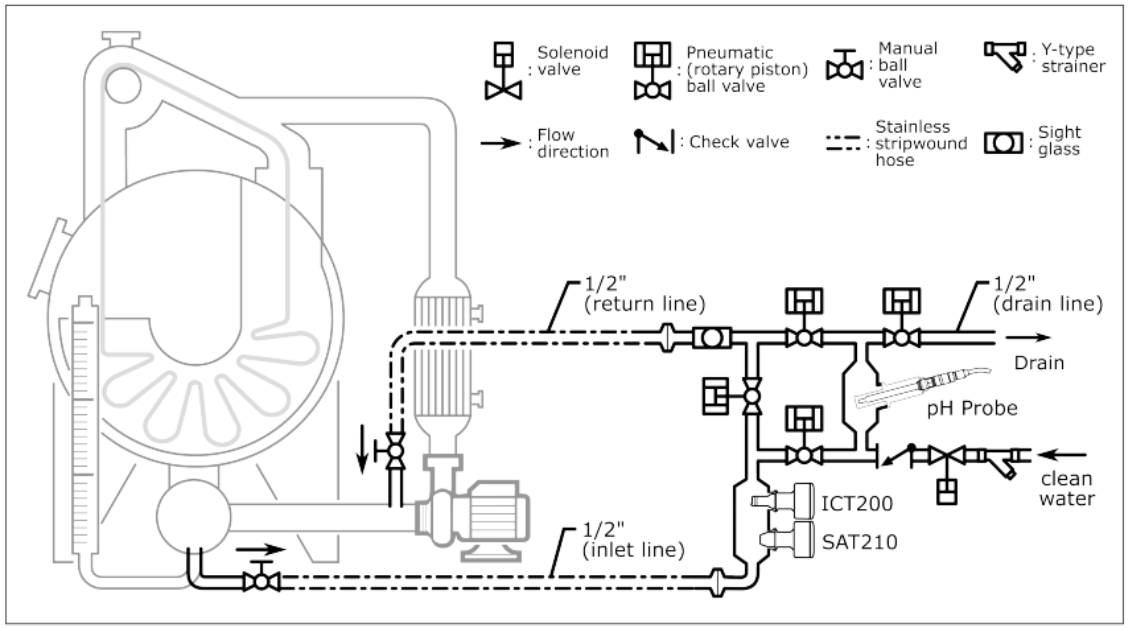
Textile dye baths present challenging measurement conditions. Foam, bubbles, and suspended particles can all affect sensor readings. Correct installation of the sensor kit on the dyeing machine is essential for stable, representative measurements. ELiAR has developed and validated a dedicated mounting arrangement that ensures reliable measurement under these conditions.
The diagram shows return-line, drain-line, and inlet-line plumbing, pH probe placement on the drain line, and ICT200 + SAT210 on the inlet line — with check valves, strainers, and a sight glass that keep the measurement window clean.
ICT200 and SAT210 mounted together on the inlet line, protected by a check valve and Y-strainer.
pH probe on the drain line with automatic clean-water flush to extend probe service life.
Operators can visually inspect liquor condition without opening the loop.
Key benefits.
Bath conditions (conductivity, colour, pH) change continuously through the dyeing cycle.
ICT200 + PMT140 + SAT210 deliver continuous inline data — no gaps, no measurement lag.
Incorrect salt or chemical dosage → off-shade results and batch rejection.
ICT200 reads NaCl / Na₂SO₄ directly in g/L and Baumé, with temperature-compensated output at full bath temperature.
Manual grab sampling introduces 5–60 minute lag and is unsafe at high bath temperatures.
All sensors operate inline at full process temperature; corrected readings are available in seconds.
Process deviation → re-dyeing, excess water and chemical waste, higher effluent load.
Early deviation alarms allow corrective action before the batch is committed.
Verifying alkali and salt concentration in continuous troughs and preparation tanks.
ICT200 (500 mS/cm variant) deployed across mercerising, scouring, causticizing troughs and stock-solution tanks.
Ready to stop dyeing blind?
Talk to our application engineers about the right sensor configuration for your dyehouse — or download the full textile application note to share with your production team.